- Home
- About Us
- Boiler Testing & Optimization
- Natural Gas Fired Boilers
- SCR Testing, AIG Tuning and Ammonia Slip (NH3) testing
- Specialized Boiler Tuning & Testing
- Pulverizer Performance & Capacity Improvements
- Pulverizer, Fan & Auxiliary Equipment Testing
- Comprehensive Boiler Inspections
- Air Emissions Testing
- Volumetric Flyash Testing
- NOx Reduction Program
- HVT Gas Sampling
- Air Flow Measurement Devices
- Comprehensive Lab & Tech Services
- Operator Training Program
- Equipment Sales
- Heat Rate Improvements
- Troubleshooting
- Boiler Slagging
- Pulverizer Fire or Explosions
- Pulverizer Vibrations Issues (Rumbling)
- Plugged Burner Lines
- Flame Instability
- Steam Temperature Control
- Reduced Unit Capacity
- Fireside Corrosion
- High Flyash LOI’s
- High Stack Opacity
- Raw Coal Spillage
- Pulverizer Performance and NOx Emissions
- Pulverizer Fineness
- SCR Catalyst Testing
- Environmental Testing
- Technical Resources
- Contact Us

PULVERIZER FIRE
AND EXPLOSION
Fires and Explosions
The presence of combustible materials in the pulverizer is usually the largest contributor to pulverizer fires. In most cases, pulverizer fires begin in the under bowl area of the pulverizer that is a very hot environment with an abundance of air. Accumulations of debris or coal anywhere in the pulverizer will increase the chance of a mill fire. The pyrite removal chute should be inspected often to ensure rejected material is removed from the under bowl area. Stoppage of pyrite chute flow can cause debris and-or coal to back-up into the primary air ducting. Symptoms of a mill fire include the following:
Mill fires require immediate attention to prevent damage to the pulverizer and more damaging mill “puffs”. Explosions in a pulverized coal system are normally called “puffs”. A mill puff is an explosion in the mill system caused by an explosive combination of coal, air and temperature. Mill puffs most often originate in the under bowl area and can cause very destructive damage to the primary air ducting. |
 |
Mill puffs or explosions can be very dangerous resulting in serious damage to the pulverizer system or injury to personnel. When conditions that promote mill puffs are evident, personnel should promptly make correction actions and avoid the immediate area around the pulverizers.
Fires and Explosions
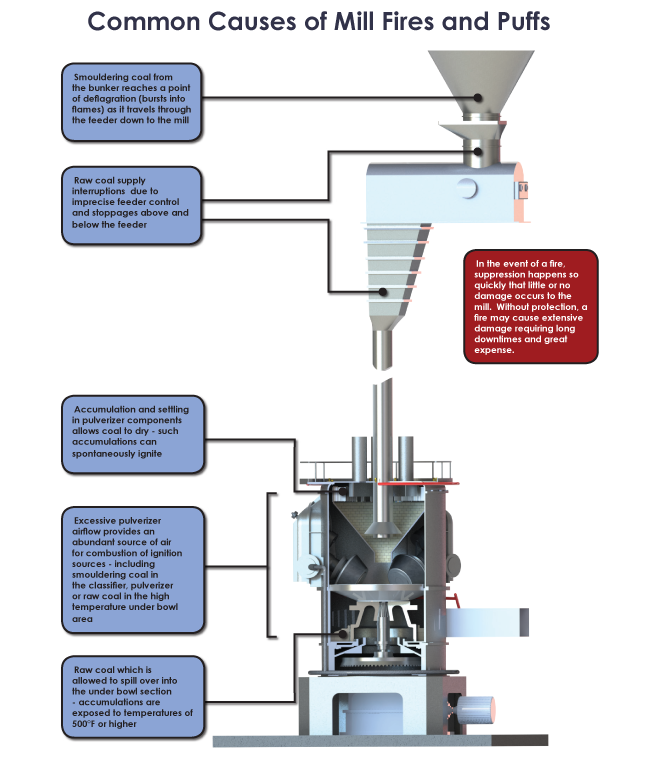
Fundamental precautionary methods to reduce the chance of a pulverizer “puff” is to ensure the following:
Pulverizer airflow is adequate to facilitate stable transport of coal without settling in the burner line (>3,500 Fpm) but not excessively high to provide an abundant source of air for combustion in the presence of an ignition source. Ignition sources could be smoldering coal in the classifier, pulverizer or raw coal in the high temperature under bowl area.
All efforts must be taken to prevent coal from accumulating or settling in any of the pulverizer components. Dry coal that is allowed to remain in the pulverizer system can spontaneously ignite. Raw coal to the pulverizer must be uninterrupted and controllable. Precise feeder control and minimal stoppages above and below the feeder are crucial. Hot smoldering or burner raw fuel anywhere in the pulverizer system is considered serious. Raw coal that is allowed to “spill” into the under bowl (air inlet) section and is allowed to accumulate will be exposed to high temperature (usually 500°F or higher) and will eventually smolder and begin to burn. It is imperative that raw coal spillage into the under bowl area be prevented. When raw coal spillage is observed, immediate action should be taken.
![]()
Boiler Slagging
Pulverizer Fire and Explosions
Pulverizer Vibration Issues
Reduced Unit Capacity
![]()
Click here for ICT's 5th Edition Quick Reference Guide
![]()
20 tips to help prevent slagging When firing
PRB Coal
Achieving Optimum Pulverizer Performance
ASME Coal Sampling Procedure
![]()
Innovative Combustion Technologies, Inc. is New Sales Agent for Loesche Energy Systems, Ltd.
EPA extends public comment period on proposed MATS reconsideration
A recent Power Magazine article highlights a presentation given by ICT President Richard Storm to the Asian SBCUG meeting in Hong Kong.