- Home
- About Us
- Boiler Testing & Optimization
- Natural Gas Fired Boilers
- SCR Testing, AIG Tuning and Ammonia Slip (NH3) testing
- Specialized Boiler Tuning & Testing
- Pulverizer Performance & Capacity Improvements
- Pulverizer, Fan & Auxiliary Equipment Testing
- Comprehensive Boiler Inspections
- Air Emissions Testing
- Volumetric Flyash Testing
- NOx Reduction Program
- HVT Gas Sampling
- Air Flow Measurement Devices
- Comprehensive Lab & Tech Services
- Operator Training Program
- Equipment Sales
- Heat Rate Improvements
- Troubleshooting
- Boiler Slagging
- Pulverizer Fire or Explosions
- Pulverizer Vibrations Issues (Rumbling)
- Plugged Burner Lines
- Flame Instability
- Steam Temperature Control
- Reduced Unit Capacity
- Fireside Corrosion
- High Flyash LOI’s
- High Stack Opacity
- Raw Coal Spillage
- Pulverizer Performance and NOx Emissions
- Pulverizer Fineness
- SCR Catalyst Testing
- Environmental Testing
- Technical Resources
- Contact Us

REDUCED UNIT CAPACITY
Unit Availability and Capacity Factor Unit availability and generating capacity are directly related to pulverizer capacity. Unit availability is also directly related to pulverizer availability. The pulverizers are the heart of a coal-fired boiler. All of the heat required to generate steam and eventually electrical power is derived from the coal. Unavailability of pulverizers which provide pulverized coal will cause a direct reduction in the unit’s ability to generate electrical power. Availability of pulverizers is ensured through sound maintenance practices and preventative maintenance. Shortfalls in pulverizer capacity will result in a direct reduction in the electric generation capacity. Pulverizer capacity is somewhat more complicated to maintain than simple availability which is ensured through sound maintenance practices. There are numerous variables or a combination of variables that effect pulverizer capacity. Pulverizer capacity is affected by mechanical variables within the pulverizer as well as the properties of coal and operational controllable variables. Typical pulverizer capacity limitations are indicated by the following variables:
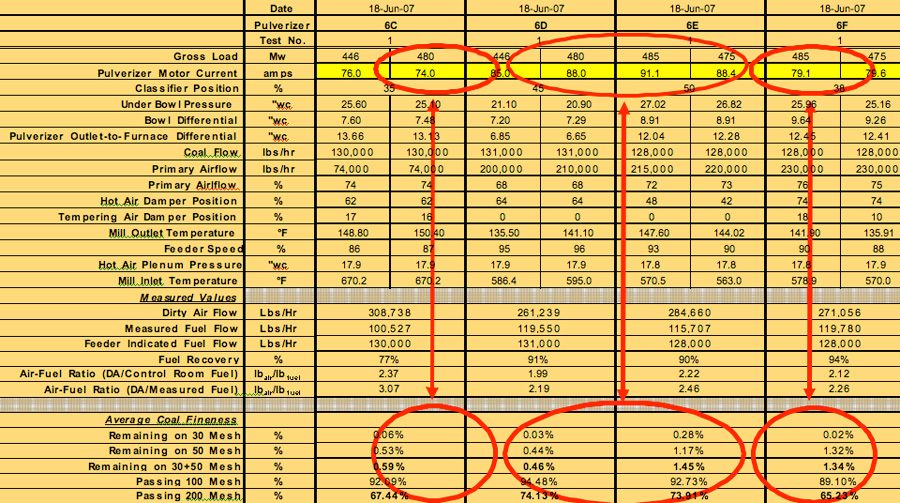
Unit Availability and Capacity Factor Pulverizer Motor Current Motor amperage is an indication of how much “power” is being used and how much “work” is being done. A specified quantity of work must be done to pulverize coal from its initial size to the desired fineness. Pulverizer motor current (amperage) that is proportionally related to horsepower output of the pulverizer motors reflects the amount of “work” being done. Higher coal fineness requires more “work” to be done and consequently, results in higher motor amperage. In most cases, higher motor amperage than normal indicates that more than normal “work” is being done. Normally, a mechanical deficiency causes less “work” (crushing of coal) to be done and motor current is lower than normal.
Lower Pulverizer Power (Amps) – Usually Lower Fineness Data showing the relationship between Pulverizer Amps and Fineness Lower Amps = Lower Fineness Higher Amps = Higher Fineness |

![]()
Boiler Slagging
Pulverizer Fire and Explosions
Pulverizer Vibration Issues
Reduced Unit Capacity
![]()
Click here for ICT's 5th Edition Quick Reference Guide
![]()
20 tips to help prevent slagging When firing
PRB Coal
Achieving Optimum Pulverizer Performance
ASME Coal Sampling Procedure
![]()
Innovative Combustion Technologies, Inc. is New Sales Agent for Loesche Energy Systems, Ltd.
EPA extends public comment period on proposed MATS reconsideration
A recent Power Magazine article highlights a presentation given by ICT President Richard Storm to the Asian SBCUG meeting in Hong Kong.
Unit Availability and Capacity Factor
Pulverizer Differential
The differential pressure across the bowl (“bowl DP”) is an indication of flow restrictions through the mill. Bowl differential is the combined draft loss across the vane wheel and the coal retained above the bowl. Bowl DP varies with airflow and differing amounts of coal retained in the grinding zone.
Bowl differential on pulverizers of this size normally range between 7 to 10 inches w.g. at full load. In some cases bowl differential is as high as 12” w.g. due to coal grindability and-or moisture. Lower coal grindability (harder coal) or higher moisture content will result in higher circulation rates between the classifier and grinding zone.
Less than adequate primary airflow will result in bowl differential that is much lower than normal. If primary airflow is less than required, spillage of raw coal into the under bowl area as well as inability to maintain pulverizer outlet temperature would be observed.
Inefficient grinding reduces "once through" grinding and increases coal circulation between the classifier and grinding zone. This increased circulation between the classifier and grinding zone increases the quantity of coal retained in the pulverizer grinding zone. Higher levels of coal retained in the grinding zone reduces capacity by increasing bowl differential, restricting air flow and is more difficult for the throat to maintain suspension of the increased quantity of coal.
Unit Availability and Capacity Factor
Coal fineness affects the ability to provide stable pneumatic transportation of pulverized coal. The industry accepted standard minimum burner line velocity of 3,000 Fpm is based on 70% passing 200 Mesh. Lower fineness results in particles with higher mass thus requiring higher velocities to maintain suspension.
Less than optimum fineness also causes poor distribution of coal between burner lines which will influence air flow distribution. Taking this into account, coal fineness must be maintained at >75% passing 200 Mesh and <0.5% remaining on 50 Mesh. More even fuel distribution is always achieved with higher coal fineness. Better fuel balance is always beneficial to boiler performance, emissions characteristics and losses to unburned carbon in ash (LOI).
The best possible boiler performance is always achieved with as high as possible fineness. Some adverse effects can be incurred by over grinding or fineness standards that are too high. The previously stated standard of 75% passing 200 Mesh and <0.5% on 50 Mesh is generally considered an optimum fineness.